

摘要:激光焊和气保焊是两种常见的焊接工艺。激光焊通过高能激光束进行焊接,具有焊接速度快、焊缝质量高、热影响区小等特点,适用于精密焊接和高效率生产场景。气保焊则使用保护气体隔绝空气,保护焊接区域免受氧化,适用于各种金属材料焊接。激光焊主要应用于薄板材料和高精度要求的焊接,而气保焊则广泛应用于建筑、汽车、船舶等行业的厚板材料焊接。两种工艺各具特色,应根据实际需求选择合适的焊接方法。
本文目录导读:
焊接技术是现代制造业中不可或缺的一环,其中激光焊和气保焊是两种常见的焊接方法,它们各自具有独特的工艺特点和应用领域,本文将详细介绍激光焊和气保焊的区别,包括工艺原理、应用、优缺点等,以帮助读者更好地了解这两种焊接技术。
激光焊
1、工艺原理
激光焊接是利用高能激光束照射工件表面,使工件局部熔化,形成焊缝,激光焊接过程中,激光束的能量密度极高,使得焊接速度较快,热影响区较小。
2、应用
激光焊接适用于焊接薄壁材料、高精度零件以及高熔点材料,激光焊接还可用于修复某些损坏的零件,如汽车发动机零部件的修复。
3、优点
(1) 热影响区小:激光焊接过程中,激光束的能量集中,热影响区较小,有利于减小工件的变形。
(2) 焊接速度快:激光焊接速度较快,可提高生产效率。
(3) 适用范围广:适用于多种材料的焊接,如金属、塑料等。
4、缺点
(1) 设备成本高:激光焊接设备成本较高,不利于普及。
(2) 对环境要求严格:激光焊接过程中,需保持工作环境的清洁,以避免尘埃等污染物影响焊接质量。
气保焊
1、工艺原理
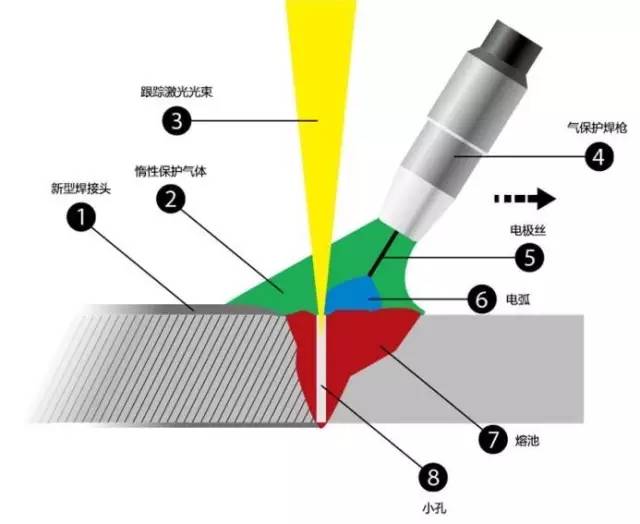
气保焊是一种熔化极焊接方法,以电弧为热源,通过电弧熔化母材和填充焊丝,形成焊缝,焊接过程中,通过惰性气体或活性气体保护焊缝,防止氧化。
2、应用

气保焊广泛应用于制造业、建筑业和汽车维修业等领域,特别是在厚壁材料、大工件和长焊缝的焊接中,气保焊具有显著的优势。
3、优点
(1) 设备成本较低:气保焊设备相对激光焊接设备较为便宜,易于普及。
(2) 适用范围广:适用于多种金属材料的焊接,特别是碳钢和合金钢。
(3) 焊接质量稳定:气保焊的焊接过程稳定,焊缝质量较高。
4、缺点
(1) 热影响区较大:气保焊过程中,热影响区较大,可能导致工件变形。
(2) 焊接速度较慢:相对于激光焊接,气保焊的焊接速度较慢。
激光焊与气保焊的区别
1、工艺原理:激光焊接利用高能激光束进行焊接,而气保焊则通过电弧熔化母材和填充焊丝进行焊接。
2、应用领域:激光焊接适用于薄壁材料、高精度零件以及高熔点材料的焊接,而气保焊则广泛应用于制造业、建筑业和汽车维修业等领域。
3、优缺点:激光焊接具有热影响区小、焊接速度快等优点,但设备成本高;气保焊则具有设备成本低、适用范围广等优点,但热影响区较大,焊接速度较慢。
激光焊和气保焊是两种不同的焊接方法,各具特点,在实际应用中,应根据工件的材质、厚度以及生产需求选择合适的焊接方法,随着科技的发展,激光焊接和气保焊都在不断地改进和优化,为现代制造业的发展做出重要贡献。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...